Powder Paint Fluid Bed Problems

Powder Coating Fluid Bed W Bonus Powder Paint And Jigs Crappie Jigs Fishing Lures Crappie

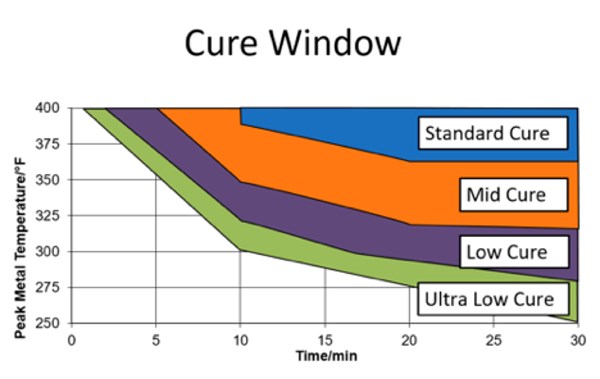
Fluidization And Fluidizing Bed Issues Powder Coatings Ifs Coatings
What Is Blooming In Powder Coating And How Do I Prevent It Products Finishing

Everything You Wanted To Know About Fluidized Bed But Were Afraid To Ask Powdercoatingonline Compowdercoatingonline Com
My Fluid Bed Plans
How To Polish Powder Coating L Keep Your Coated Parts Shining Bright Eastwood Youtube

Air blowing large holes through powder surface.
Powder paint fluid bed problems.

Post Addable Powder Coating Additive Technology 2018 06 05 Pci Magazine

Powder Coating Robot Powder Coating Equipment Powdercoating Structure Design

Pin On Powder Coating Reciprocator

Small Powder Coating System Powder Coating Equipment Powder Coating System Powder Coating Machine

Soltekonline World S 1 Jig Paint Pro Tec Powder Paint All Standard Colors Usa Made

Fluid Bed Construction For Powder Painting Youtube

Dediated Pressure Washing Area Great Station To Prep For Powder Coating Read More About Cleaning Before Powde Powdercoating Powder Coating Pressure Washing

How To Remove Powder Coating Blast Stripping Coating Com Au

Powder Coating An Overview Sciencedirect Topics

Pin By Courtney Hable On Home Ideas In 2020 Abstract Watercolor Art Abstract Art Painting Ink Painting

Powder Coating 101 Kvf Quad Corporation

Problem Solved Helicopter Paint Facility At Bluegrass Army Depot Facility Depot Problem Solved

Diy Resin Art Ocean Waves Art Mica Powder Tutorial Art Diy Mica Ocean Powder Resin Tutorial Waves In 2020 Resin Diy Diy Resin Art Resin Art Painting

How To Remove Powder Coating 4 Different Methods

Abstract Ocean Art Natural Luxury Style Incorporates The Swirls Of Marble Or The Ripples Of Agate Very Beautiful Blue Paint Ocean Art Nature Art Luxury Art

How To Build A Fluid Bed For Powder Coating Lure Making Fishing Rod Rack Painted Beds

Powder Coating Archives Stp Performance Coating Llc
Silence Squeaky Floor Boards With Talcum Powder Simply Dust Your Floor With Talcum Powder And Help Work It Into The Cr Mold Remover House Cleaning Tips Talcum
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcqoxsa3i2t8xd4feygvmcbx04ric2gcar5v Gwh0upk Dwuf4ru Usqp Cau

How To Apply Clear Coat Powder Coating Powdercoatingonline Compowdercoatingonline Com

Effect Of Electrical Conductivity On Powder Deposition Download Scientific Diagram

How To Mask Common Part Features For Liquid And Powder Coating Products Finishing

Problem Solved New Industrial Paint Facility For Turner Coatings Facility Problem Solved Industrial

Fluid Beds Tj S Tackle Powder Paint Jigs Pillar Candles
Source : pinterest.com
